
Case study: Design freedom results in innovative industrial foam manufacturing equipment
A case study we recently published pointed out that there were essentially two kinds of manufacturers: those that have rigid, prescriptive relationships with equipment suppliers and those who give vendors more leeway.
The global foam manufacturer at the center of that story knew exactly what they needed and defined a strict framework within which our engineers developed web-type foam manufacturing equipment.
But the customer in this case study challenged us in a different way. Rather than offering prescriptive specifications, they stated their desired end result and left it up to us to design and build the machinery that would get them there.
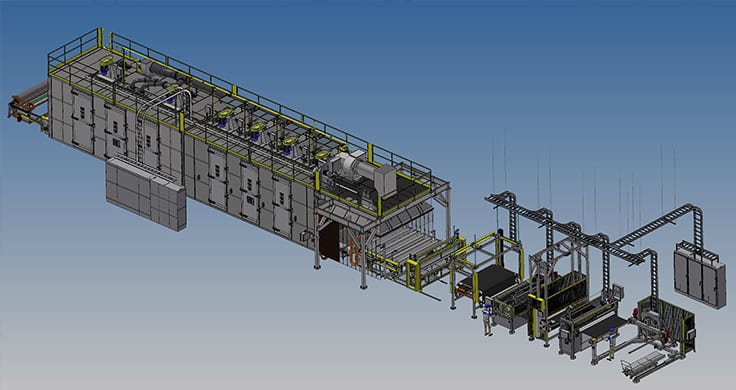
This wasn’t so much a sink-or-swim scenario as it was a customer recognizing the benefits of letting the experts do what they do best. The custom foam manufacturing and post-expansion processing equipment described below was the result.
Troubleshooting reveals need for full-line replacement
Our customer’s global network of facilities supplies foam products to a wide range of industries. One such facility, located in the U.S., was responsible for producing rolls of crosslinked polyethylene foam in a wide variety of densities and cross sections.
The customer had acquired the facility some years prior. But ever since the acquisition, the American facility was plagued by repeat problems that put production in jeopardy.
Thorough troubleshooting revealed the source of the problems: old, mismatched foam manufacturing equipment across different manufacturing lines meant only certain lines could produce certain products. This lack of flexibility made it nearly impossible to schedule work and meet existing customer deadlines. The customer wanted to grow, but this equipment did not permit it.
The solution? Install an entirely new line flexible enough to manufacture essentially everything. This would eliminate the scheduling complications and production delays (and help the customer reap several compelling operational and cost benefits to boot).
In 2018, the customer called on a trusted provider. Davron had built several industrial foam ovens for this customer’s facilities in the past—including this batch curing oven.
One-of-a-kind design
Our customer knew that a new line was needed to address their production challenges. But those challenges were unique enough that they believed the best course of action was to collaborate with us to develop a totally custom system.
They approached our engineers with production goals and a wish list of features and functionality that they believed would improve their process. From then on, we had near-total design freedom to develop the absolute best solution.
Key design features are summarized below.
Oven and guiding frame
Our customer’s previous equipment wasn’t very flexible. The lines had poorly performing, inconsistent expansion ovens with mismatched machines, cobbled together piecemeal over time in a way that restricted the variety of products they could make.
One way we addressed this was to incorporate adjustability inside the oven to direct air according to a recipe. Variable direction and mass flow of air left to right and top to bottom influences the expansion and curing behavior of the foam. A more adjustable, efficient process allows manufacturers to produce a far wider variety of products.
We also implemented a displacement guiding frame to steer the web, ensuring it’s on-center as it emerges from the oven. Sensors measure the width of a web before and after edge trimming and then output that data in real time to a facility data collection system.

An especially innovative aspect of this system design is that during operation, the guiding frame raises above head-level. This feature allows operators to pass below the web from one side of the system to the other. Given that the entire manufacturing line is around 200 feet long, this pass-through significantly improved operator mobility.
After a run is completed, the frame then lowers to between knee and shoulder height so operators can comfortably thread new webs.
Slitting and edge trimming
Adjustable knives slit whole webs into webs of various desired widths. This machine has nine such knives which are easily adjusted along a shaft. We included a precise and easy-to-read scale next to the shaft that locks in multiple common settings to reduce operator error when setting the knives.
After webs are slit, the edges are trimmed off. A series of turning bars and a small set of nip rollers direct these scraps away from the line and dump them in a container that operators remove and replace periodically.
[et_pb_section global_module=”2441″][/et_pb_section]
Accumulating and cross-cutting webs
For continuous web-type foam manufacturing to work, there must always be constant tension on the web.
In this system, a series of rollers gradually raise and lower the web, maintaining proper line tension so that finished rolls can be cross-cut, bagged and removed without stopping the line.
After the web is cut and the finished roll is moved toward the rear of the line (that process is explained in more detail below), a flip table extends to support the foam and a pair of nip rollers propels the new web edge toward the winder. The rollers then position the new edge directly above the winding shaft so an operator can fasten it and begin winding a new roll. This provides greater safety and decreased work for an operator while ensuring the web is square to the shaft as a new roll is started.

Winding and bagging rolls
One of the customer’s wish list items was to find a way to allow a single operator to prepare new rolls for winding and then bag and remove finished rolls.
We realized that a cantilevered shaft design would be the most advantageous, since it left one end completely open for easy operator access. Thanks to good teamwork, strong engineering and plenty of head-scratching, we developed a double turret-mounted 95” cantilevered expanding core shaft winder that made it much easier to move and bag finished rolls up to 88” wide, 78” in diameter and weighing up to 550 pounds—all while winding a new roll at the same time.
Due to the large size of some of the rolls coming off the line, operators needed a safe and efficient way to take them off the shaft, move them and tip them upright for storage. The “scissor cart” design we came up with is similar to an ambulance gurney. Its platform raises high enough to allow a roll to rest on it as it’s pulled away from the winding shaft. An operator then wheels the cart toward a storage area and tips the roll upright.
Poised for greater growth
Outdated and poorly matched machines put our customer’s production at risk. Updated equipment needed to address two challenges at once.
First, the system had to manufacture a wide range of products to meet the immediate needs of an established customer base. Second, it had to be versatile enough to meet the needs of customers still to come.
The system we developed checks both of those boxes, and our customer is poised to achieve the greater growth they have in mind.
Project guidance from Davron
Some manufacturers resist buying new equipment because the design development process might leave them with more questions than answers. Some are tempted to get by on equipment that “gets the job done,” tolerating the shortcomings as the lesser of two evils.
It doesn’t have to be that way. This case study demonstrates that when given the freedom to think creatively, the right industrial foam oven manufacturer can take the ball and run with it.
Where do you begin? Start simply. Tell us about your process.
