
DTI-1220 Infrared Indexing Conveyor Oven




Customer directive
This process requires a preheating solution for material blanks prior to a press forming operation used to manufacture parts for the automotive industry. The equipment is required to operate in an index manner to match the production rate of downstream processes. Communication capabilities are required for integration of the equipment to downstream processes.
The material blanks are manually loaded by operators at the entrance end of the preheat oven system. The oven conveyor index time increment is based on the production rate time. Each time the downstream equipment cycles, the oven system indexes to present the next preheated part for processing. At the time of this index, a new part is introduced to the oven for preheating and all parts advance forward one position.
Description
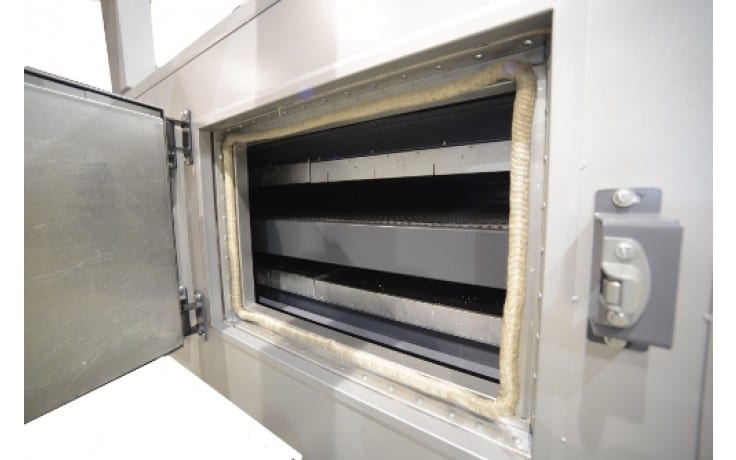
The DTI-1220 Infrared Indexing Conveyor Oven is a heated chamber with pass-through oven conveyor. The conveyor system indexes to keep pace with the production rate. The conveyor belt is a flat wire type belt with a high percentage of open area.
The system is heated by banks of independently controlled infrared heater panels located above and below the conveyor belt. Each heater bank includes six (6) heater panels. The system includes two (2) upper banks and two (2) lower banks. The total system includes twenty-four (24) independently controlled heater panels.
The oven chamber provides two positions for material heating to allow the total heating time to be double the current production rate. The dual-position heating system allows heater intensity to be lower by allowing more time for the heat to soak into the material blank.
Independent bank control provides uniform heating across the entire material blank surface. The heated chamber includes chamber doors at each end to seal the chamber during heating. The doors open and close automatically during each conveyor index. The actual heater banks are installed in a drawer system to allow the bank to be removed from the heated chamber for inspection and maintenance, as required.
Quick-connect plugs are included for all electrical connections for ease of maintenance. Safety guarding is provided around the conveyor at each end of the system.
The entire system is controlled by PLC. All machine functions are controlled from the operator HMI (touch screen) located in the main enclosure door.
The entire system is fully assembled and factory tested for operational verification prior to shipment.
Specifications
| Product Being Processed | Foam/composite material blank |
| Length, Width and Height | 22’-0″ L x 11’-4” W x 7’-11” H (6706mm x 3454mm x 2413mm) |
| Interior Chamber Dimensions | 8’-0″ L x 8’-4” W x 1’-0” H (2438mm x 2540mm x 305mm) |
| Type of Heating System | Independently controlled multiple zone infrared heating banks above and below product conveyor |
| Conveyor Type | Belted conveyor, index operation based on process time increment |
| Conveyor Width | 8′-4″ (2540mm) |
| Operating Temperature | 302°F – 1202°F (150°C – 650°C) |
| Max Temperature | 1202 °F (650°C) |
| Controls | PLC control with operator HMI, UL-listed control enclosure |
Alternative capabilities
Davron Technologies, Inc. designs and manufactures ovens of this type to meet many unique process requirements, including but not limited to, the following:
- Industries Served: Automotive, Aerospace, Aviation, as well as general manufacturing of all types of products
- Materials Processed: Equipment of this type can be used to preheat many different types of materials for process including foam products, carpet, carpet insulation, and sound attenuation materials. The system can also be used for many other types of products and can be designed in any size required with different types of heating systems.
- Optional Heating Methods: This particular system is heated by infrared panel heaters. Davron Technologies manufactures similar systems that are heated with forced air with the circulated air heated by electric heaters or gas burners depending on the type of material and the material permeability. This type of process can also be combined with contact heating systems that are heated electrically or by circulated thermal oil. Automatic loading systems can also be utilized for these type of process systems. Multiple materials can be heated simultaneously with different heating mediums and combined automatically at exit to create material sets prior to forming operations.
Other Processes: Curing, adhesive/binder activation, and drying
